


最近仅在少数报告中讨论了铌(Nb)金属的激光焊接。近年来,该研究在粒子加速器的高性能结构中得到了最新的应用。铌被认为是一种具有超导特性的耐火材料。在Ti-Nb相图中,Nb是非反应性的,不会形成IMC化合物(图21(d))。Torkamany等人通过使用高速成像直接观察激光,研究了Ti-6Al-4V和铌的不同焊接的小孔和传导特性。由于材料的导热率不同,Ti(6.7W/mK)维持激光能量的时间更长,而Nb(53.7W/mK)将能量耗散到大体积金属的速度非常快,如单点激光脉冲的顶部和横截面图(图21(b,c))。在其他工作中,Torkamany等人确定了脉冲Nd的最佳参数(功率:1.5kW,脉冲持续时间:3ms);Ti-6A-4V(0.85mm)与Nb(1mm)板的YAG激光焊接。断裂发生在Nb侧,同时表现出相当于BM的UTS,为269MPa。在FZ中,平均硬度从较硬的Ti下降到较软的Nb(图21(d))。据报道,Nb不与合金元素Al和V发生反应。作者建议激光能量更多地指向Nb侧以获得更均匀的穿透。这些报告表明,Nb是避免接头中IMC形成的理想候选物,并且可以有效地作为中间层。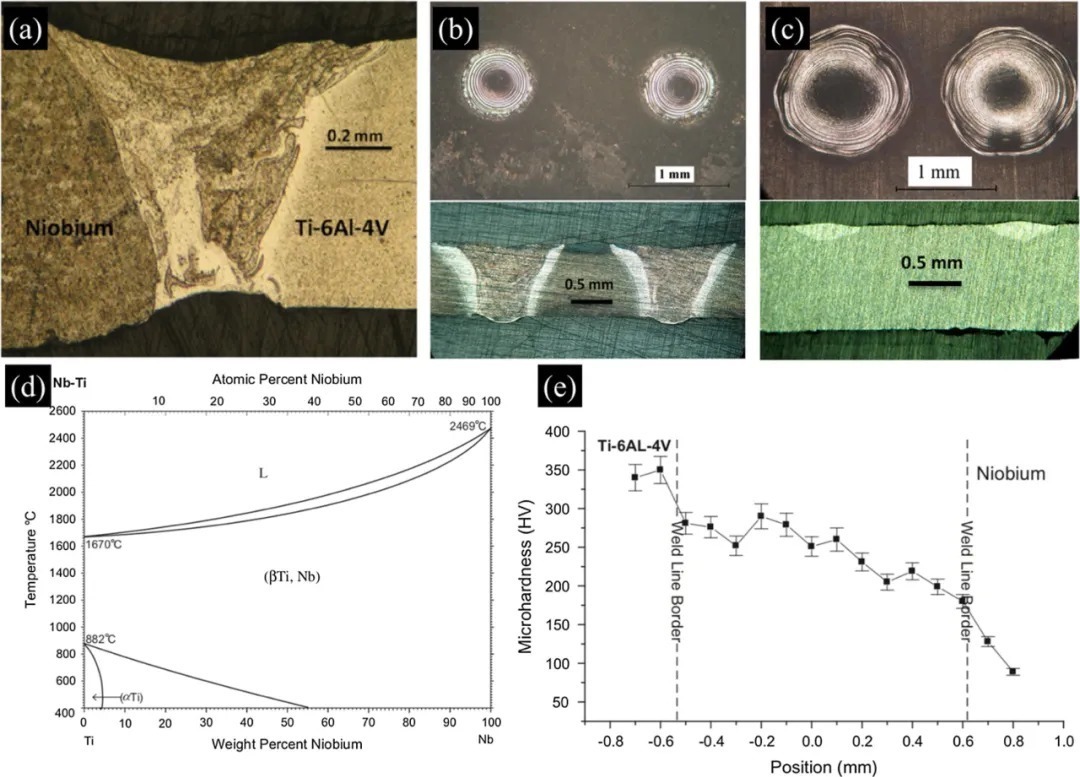 ▲图21?(a)激光脉冲能量为9J,持续时间为6ms时获得的Ti-Nb不同焊缝横截面。单个脉冲光斑对(b)Ti和(c)Nb上光斑强度及其相应的穿透深度的影响。(d)Ti-Nb的二元相图表示不存在任何IMC和(e)焊缝硬度的变化。
▲图21?(a)激光脉冲能量为9J,持续时间为6ms时获得的Ti-Nb不同焊缝横截面。单个脉冲光斑对(b)Ti和(c)Nb上光斑强度及其相应的穿透深度的影响。(d)Ti-Nb的二元相图表示不存在任何IMC和(e)焊缝硬度的变化。
1.2?钛与其他材料的焊接
研究钛合金与聚合物、铅和铜的激光焊接的尝试很少。最近,一种新型的激光冲击点焊(LISW)被用于焊接纯钛和铜薄板,而不会熔化组成材料。两块板在低温、高冲击速度和大角度条件下通过固态焊接机制(图22(a))连接。预变形的飞行板用粘合剂连接到底座(Cu)板上。Nd:脉冲能量为1800J/mm,脉冲宽度为8μm的YAG激光器在转移到透明约束层时撞击了驼峰。此后,激光束撞击驼峰上的烧蚀吸收层并使材料瞬间蒸发。随着温度的升高,等离子体形成,然后吸收入射的激光能量,在受限的透明层中迅速膨胀,从而产生高表面压力。结果,产生了冲击波,冲击波在驼峰中传播,由于在巨大冲击压力下的塑性剪切变形而变形并产生固态结合(图22(b))。但是由于激光高斯能量在中间较高,所以在凸起的中心出现了更大的冲击。由于冲击压力导致的块状物在0°时接触基板,但随着碰撞的径向扩散,碰撞角度上升并形成波状结构,如图22(d)所示。因此,随着角度的增加,由于冲击压力的释放,点焊完成时会产生一定的回弹(图22(e))。他们报告说,由于焊缝接触区域的增大,发现搭接剪切强度随着脉冲能量的增加而增强。Zhao等人对T2-Cu和TA18-Ti进行了直接激光偏移熔焊。通过在朝向铜侧0.45mm的偏移距离处获得151MPa的UTS,报告了61%的接头效率。WZ含有Cu固溶体和25μm的脆性IMC层,其中含有TiCu、TiCu2、Ti2Cu和Ti3Cu4,且失效以准裂解模式发生。Zhao等人使用Nd:YAG激光器报道称,Ti/Pb接头的焊接区由上部的FZ和下部的钎焊区组成,如图22(i)所示。FZ由共析分解和包晶反应形成的Ti4PbIMC组成。由于Ti在液态Pb中的溶解度间隙,FZ中的Ti元素无法迁移到Pb区。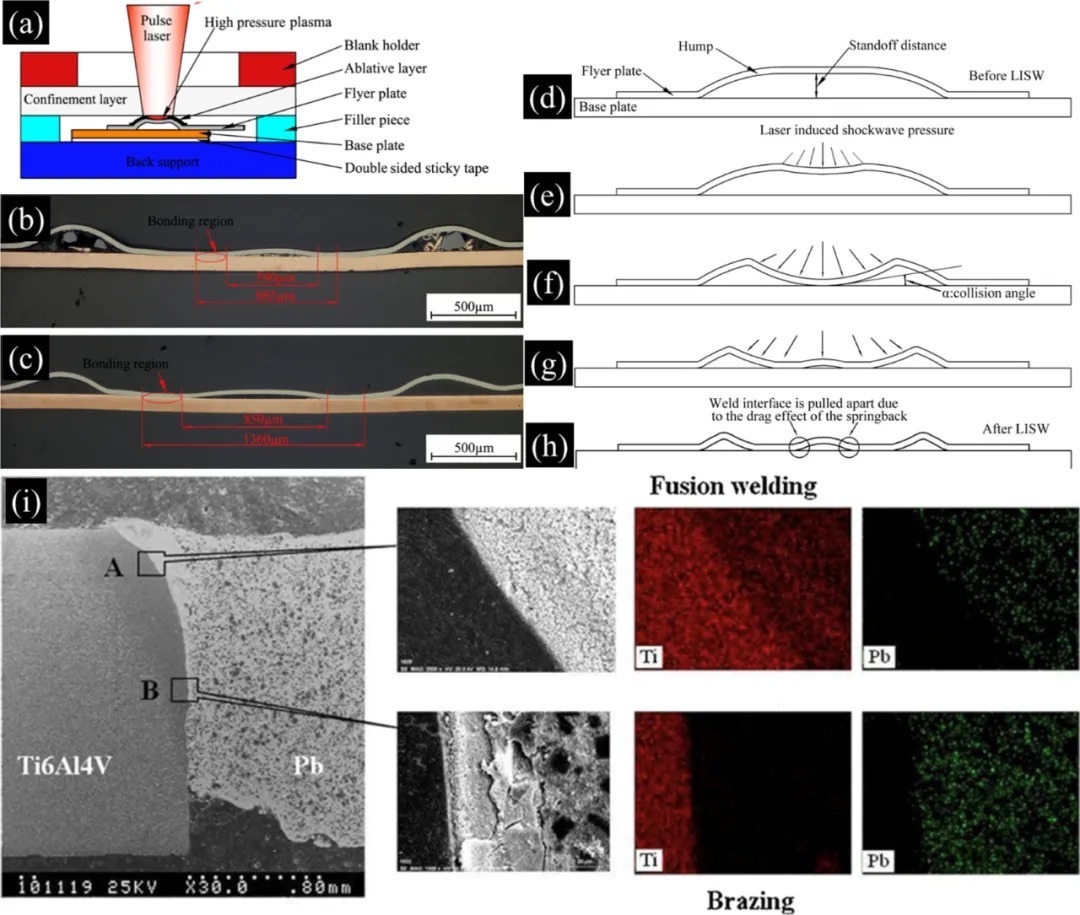 ▲图22?(a)激光冲击点焊(LISW)的实验原理(b)在不同激光脉冲能量下产生的Ti/Cu接头横截面的光学显微图:(b)565mJ、(c)1550mJ。激光冲击点焊接头形成过程示意图;(d)在LISW之前;(e)驼峰高速凸起与底板碰撞;(f)驼峰首先在0°时接触底板;(g)焊接阶段;(h)形成波形结构。(i)Ti-6Al-4V-Pb不同接头焊缝中不同区域的化学成分。
▲图22?(a)激光冲击点焊(LISW)的实验原理(b)在不同激光脉冲能量下产生的Ti/Cu接头横截面的光学显微图:(b)565mJ、(c)1550mJ。激光冲击点焊接头形成过程示意图;(d)在LISW之前;(e)驼峰高速凸起与底板碰撞;(f)驼峰首先在0°时接触底板;(g)焊接阶段;(h)形成波形结构。(i)Ti-6Al-4V-Pb不同接头焊缝中不同区域的化学成分。
【期刊信息】
Message刊名:机械研究与应用
主办:甘肃省机械科学研究院
主管:甘肃省科学技术厅
ISSN:1007-4414
CN:62-1066/TH
影响因子:0.244621
被引频次:24327
期刊分类:机械仪表

钛及其合金不同材料激光焊接的研究与发展现状
作者:网站采编
关键词:
【摘要】江苏激光联盟导读: 本文对不同材料焊接钛合金的现状进行了总结;讨论钛及其合金同钢、铝合金、镁合金、镍基合金等的焊接,介绍用来提高焊接接头强度的改性技术以及异种材料的
江苏激光联盟导读:
本文对不同材料焊接钛合金的现状进行了总结;讨论钛及其合金同钢、铝合金、镁合金、镍基合金等的焊接,介绍用来提高焊接接头强度的改性技术以及异种材料的焊接的进展,对显微组织、机械性能和断裂特征等也进行了综述。?
1.1?钛-铌接头最近仅在少数报告中讨论了铌(Nb)金属的激光焊接。近年来,该研究在粒子加速器的高性能结构中得到了最新的应用。铌被认为是一种具有超导特性的耐火材料。在Ti-Nb相图中,Nb是非反应性的,不会形成IMC化合物(图21(d))。Torkamany等人通过使用高速成像直接观察激光,研究了Ti-6Al-4V和铌的不同焊接的小孔和传导特性。由于材料的导热率不同,Ti(6.7W/mK)维持激光能量的时间更长,而Nb(53.7W/mK)将能量耗散到大体积金属的速度非常快,如单点激光脉冲的顶部和横截面图(图21(b,c))。在其他工作中,Torkamany等人确定了脉冲Nd的最佳参数(功率:1.5kW,脉冲持续时间:3ms);Ti-6A-4V(0.85mm)与Nb(1mm)板的YAG激光焊接。断裂发生在Nb侧,同时表现出相当于BM的UTS,为269MPa。在FZ中,平均硬度从较硬的Ti下降到较软的Nb(图21(d))。据报道,Nb不与合金元素Al和V发生反应。作者建议激光能量更多地指向Nb侧以获得更均匀的穿透。这些报告表明,Nb是避免接头中IMC形成的理想候选物,并且可以有效地作为中间层。
▲图21?(a)激光脉冲能量为9J,持续时间为6ms时获得的Ti-Nb不同焊缝横截面。单个脉冲光斑对(b)Ti和(c)Nb上光斑强度及其相应的穿透深度的影响。(d)Ti-Nb的二元相图表示不存在任何IMC和(e)焊缝硬度的变化。1.2?钛与其他材料的焊接
研究钛合金与聚合物、铅和铜的激光焊接的尝试很少。最近,一种新型的激光冲击点焊(LISW)被用于焊接纯钛和铜薄板,而不会熔化组成材料。两块板在低温、高冲击速度和大角度条件下通过固态焊接机制(图22(a))连接。预变形的飞行板用粘合剂连接到底座(Cu)板上。Nd:脉冲能量为1800J/mm,脉冲宽度为8μm的YAG激光器在转移到透明约束层时撞击了驼峰。此后,激光束撞击驼峰上的烧蚀吸收层并使材料瞬间蒸发。随着温度的升高,等离子体形成,然后吸收入射的激光能量,在受限的透明层中迅速膨胀,从而产生高表面压力。结果,产生了冲击波,冲击波在驼峰中传播,由于在巨大冲击压力下的塑性剪切变形而变形并产生固态结合(图22(b))。但是由于激光高斯能量在中间较高,所以在凸起的中心出现了更大的冲击。由于冲击压力导致的块状物在0°时接触基板,但随着碰撞的径向扩散,碰撞角度上升并形成波状结构,如图22(d)所示。因此,随着角度的增加,由于冲击压力的释放,点焊完成时会产生一定的回弹(图22(e))。他们报告说,由于焊缝接触区域的增大,发现搭接剪切强度随着脉冲能量的增加而增强。Zhao等人对T2-Cu和TA18-Ti进行了直接激光偏移熔焊。通过在朝向铜侧0.45mm的偏移距离处获得151MPa的UTS,报告了61%的接头效率。WZ含有Cu固溶体和25μm的脆性IMC层,其中含有TiCu、TiCu2、Ti2Cu和Ti3Cu4,且失效以准裂解模式发生。Zhao等人使用Nd:YAG激光器报道称,Ti/Pb接头的焊接区由上部的FZ和下部的钎焊区组成,如图22(i)所示。FZ由共析分解和包晶反应形成的Ti4PbIMC组成。由于Ti在液态Pb中的溶解度间隙,FZ中的Ti元素无法迁移到Pb区。
▲图22?(a)激光冲击点焊(LISW)的实验原理(b)在不同激光脉冲能量下产生的Ti/Cu接头横截面的光学显微图:(b)565mJ、(c)1550mJ。激光冲击点焊接头形成过程示意图;(d)在LISW之前;(e)驼峰高速凸起与底板碰撞;(f)驼峰首先在0°时接触底板;(g)焊接阶段;(h)形成波形结构。(i)Ti-6Al-4V-Pb不同接头焊缝中不同区域的化学成分。Chen等人研究了CP-Ti与聚对苯二甲酸乙二醇酯(PET)的LTW,并根据ImageJ分析软件确定的接触面对接头强度进行了量化。获得了3.2MPa的最大剪切强度。LTW可防止与粘合剂相关的风险,如过滤可提取产品、长期稳定性和较慢的加工。通过塑料传输的激光能量加热下面的金属,然后加热塑料的接触表面,使其分解。加热的塑料表面的热分解在塑料-金属界面产生固相线、液相线和气态产物。气态产物形成气泡,这些气泡的膨胀会产生很高的局部压力,迫使熔融的塑性液体产物到达金属表面。重新凝固后,塑料和金属界面之间形成了稳定键形式的机械联锁、化学反应和范德华相互作用。例如,需要注意的是,激光功率、扫描速度、材料透射率、夹紧压力和界面处的吸收特性是必不可少的参数。
文章来源:《机械研究与应用》 网址: http://www.jxyjyyy.cn/zonghexinwen/2021/1208/1795.html
Copyright © 2021 《机械研究与应用》杂志社 版权所有
投稿电话: 投稿邮箱:
投稿电话: 投稿邮箱: